

一、 設備參數
| 設備參數 | 單位 | 數據 | 備注 |
鉆孔直徑大 | mm | 13 |
|
工作臺尺寸(長*寬) | mm |
|
|
工作臺大承重 | kg | 50 |
|
X向(工作臺橫向) | mm | 350 |
|
Y向(滑座縱向) | mm | 200 |
|
Z向(升降臺垂向) | mm |
|
|
小數據單位 | mm | 0.001 |
|
切削進給速度 | mm/min | 1500 |
|
快速移動速度 | mm/min | 3000 |
|
主軸轉速范圍 | r/mm |
|
|
主軸端面至工作臺距離 | mm |
| 大行程 |
主軸電機功率 | W | 750 |
|
設備外形尺寸(長*寬*高) | mm |
|
|
設備包裝尺寸(長*寬*高) | mm |
|
|
凈重 | kg |
| 裸機重量 |
總重 | kg |
| 含包裝、水泵等 |
控制電壓 | VAC | 220 | 室內電 |
頻率 | Hz | 50 |
|
設備總功率 | W | 1500 |
|
加工材料 | 鐵、鋼、鋁、銅及各種合金材料與非金屬材料 | ||
 |  |
二、 操作說明
注意事項:
◆ 操作前嚴格注意禁止危險操作,不得違背機床操作指南
◆ 程序運行前,一定要確保主軸正常旋轉運行,如若不正常,請拍下急停按鈕,并與廠家聯系。
◆ 程序運行前,主軸所裝鉆頭的底部(鉆頭尖),一定要高于工件及卡具的上表面。
◆ 手動對刀前,一定要切記注意各軸運動時的速度,切記不可過快導致反應不及時讓鉆頭碰撞到工件或夾具。
◆ 所有工件圖紙的坐標0、0、0都在工件的左下角上方,填寫坐標以及手動對刀中請注意。
案例一:(任意孔--需要知道工件尺寸,以及各孔的坐標,工件零點在工件左下角)
任意孔-加工圖紙如下圖
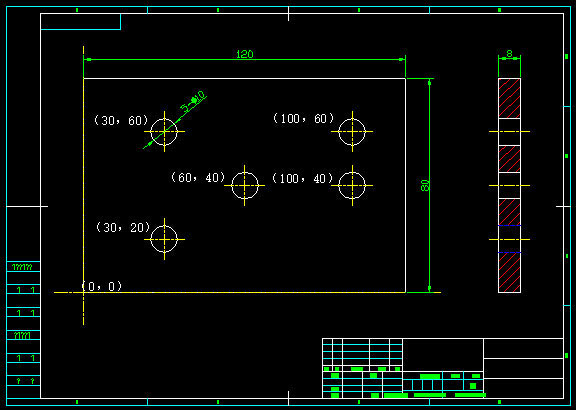
5個孔,直徑10,深8
設置當前數據如下:
工件大小長(mm):200*寬(mm)120 (僅能填寫整數)
進給速度(mm/min):100 (僅能填寫整數)
抬到速度(mm/min):2000 (僅能填寫整數)
平移速度(mm/min):2500 (僅能填寫整數)
安保平面(H):5mm (可填寫至0.001)
進給平面(R):1mm (可填寫至0.001)
鉆孔深度(Z):12mm (鉆頭有錐度,為了打通,深度需要多寫)
暫停時間(S):0 (工件孔底部不涉及到毛刺問題,不需要停留)
單次加工深度(mm):0 (一次打到加工位置,不需要分次加工,不需要退削)
控制系統界面顯示如下:
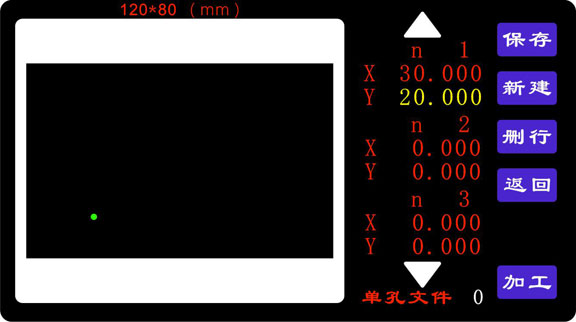
單擊加工圖片,準備手動對刀,拿起手持操作盒
確定下觸屏中孔深顯示的數據是否是之前加工參數中填寫的數據,如果沒有問題(如果數據不對,可以在當前頁面下直接修改),點擊觸摸屏上啟動圖片,或者按下手持操作盒中的啟動按鈕(同時有效),開始加工。
加工完畢,鉆頭會回到程序執行前的位置,如果想裝工件方便,程序啟動前,可以將鉆頭移動至裝卡工件合理位置,這樣便于加工完畢后更方便的裝卡下一個工件。
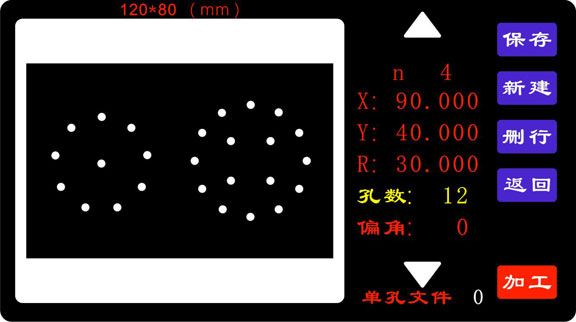
案例二:(圓陣孔,需要知道工件尺寸,以及圓心的坐標、圓的半徑、孔的數量、圓的偏角,工件零點在工件左下角)
主界面選擇圓陣孔,然后其余操作方式如案例一
● X:當前圓陣的圓心X方向坐標
● Y:當前圓陣的原先Y方向坐標
● R:當前加工圓陣孔所在圓上的半徑尺寸(不是孔的直徑,是圓的半徑)
● 孔數:圓上面需要打的孔數量(均勻分布)
●偏角:圓陣以半徑為圓心所需要轉的角度,以當前右側孔為水平夾角的0°
● 注:一條圓陣指令只能打一圈孔,一條指令至少可以打一個孔,至多理論上可以打無數個,但是會影響控制系統刷屏的速度,故建議一圈不要打超過60個孔以上
編輯程序如下:
n 1 X:30,Y:40,R:0,孔數:1,偏角:0
n 2 X:30,Y:40,R:25,孔數:9,偏角:10
n 3 X:90,Y:40,R:15,孔數:4,偏角:45
n 4 X:90,Y:40,R:30,孔數:12,偏角: 0
編程顯示如下:
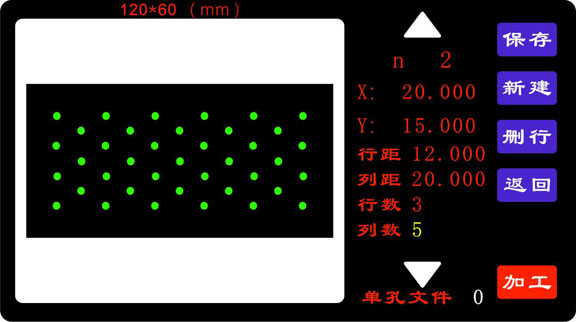
案例三:(矩陣孔,需要知道工件尺寸,以及左下角01個孔的坐標、每行之間的距離與多少行、每列之間的距離與多少列,工件零點在工件左下角)
主界面選擇矩陣孔,然后其余操作方式如案例一
● X:當前矩陣孔左下角01個孔的X方向坐標
● Y:當前矩陣孔左下角01個孔的Y方向坐標
● 行距: 每行之間的距離,測量方式是豎著測量(例01行與第二行之間的距離)
● 列距:每列之間的距離,測量方式是橫著測量(例01列與第二列之間的距離)
● 行數:每行上面需要打孔的數量
● 列數:每列上面需要打孔的數量
● 注:一條矩陣指令只能打一組有相同規律的矩陣孔,一條指令至少可以打一個孔,多理論上可以打無數個,但是會影響控制系統刷屏的速度,故建議一條指令不要打超過300個孔以上。
編輯程序如下:
n 1 X:10,Y:10,行距:12,列距:20,行數,4,列數:6
n 2 X:20,Y:15 ,行距:12,列距:20,行數,3,列數:5
編程顯示如下:
產品特點:
☆ 極簡優化的高性能控制系統:
1. 硬件:全部選擇工業及航天領域中穩固可靠的電子元器件
● 7寸工業觸摸屏,所有編輯鍵及加工圖紙與狀態圖形化都在屏幕上顯示
● 運動控制芯片,32位高速數據處理,為設備準確、運動提供硬件保障
● 電源芯片增加雙重保護設計電路以應對各種工業場合的供電環境
● 功率輸出口保護電路增加控制外設繼電器的使用壽命,做到免維護
2. 軟件:六大功能板塊在主界面一目了然顯示
● 任意孔板塊:根據沒有任何規律位置的孔加工圖紙數據直接填寫坐標,界面當前位置會立刻顯示出圖像(與圖紙位置比例一致),能夠立刻確定孔的加工位置是否準確,以此類推繼續填寫其它剩余加工孔的坐標,依然全部都會顯示在液晶屏上相應的比例位置
● 圓陣孔板塊:填寫圓心位置坐標與半徑數據,再填寫需要加工孔的數量,圖形中會立刻顯示出和圖紙對應比例的圖像,一目了然的立馬確定需要加工的孔位置是否準確,還可以通過設定偏角來調整加工孔的位置
● 矩陣孔板塊:填寫01個孔的坐標與每行和每列的間距已經數量,圖形中會立刻顯示出和圖紙對應比例的圖像,同樣可以一目了然確定需要加工的孔的位置和圖紙是否對應
● 加工參數:可設置工件大小與常用的速度參數,還有鉆孔深度(加工頁面也可以直接修改)
● 文件板塊:每個編輯好后保存的加工文件所存儲的地方,可以直接調用和使用加工文件
● 設備參數板塊:可以設置一切和設備相關的參數如電子齒輪、系統速度限制、IO口配置等等、便于維修維護人員對設備進行問題判斷與維護
總結:硬件部分我們選用當前主流的觸摸屏操作方式、在工業行業中屬于史上前言產品,其穩定性已經不低于傳統液晶顯示屏;其次所有的器件都選用可靠穩固的明星電子元器件,擁有高速度計算數據的運動控制芯片;再次軟件部分我們打破傳統必須使用國際G代碼的編程方式,讓操作者不再是必須擁有任何加工經驗、編程經驗、加工中心操作經驗、工件工藝經驗等等耗時的這樣人才了。編輯加工文件時僅需要根據圖紙提供的數據就可以完全操作,從編輯數據開始到加工完成,液晶上全部通過圖形實時顯示狀態,這在數控操作系統中目前還極少做到如此人性化,以上選型與功能為智能制造落地的典型產品,由于如此優化的控制系統,使操作者大大降低了入門門檻,高精度以及效率高可以讓企業生產線真正做到一人操作多臺設備。后續我們通過不斷優化,將加入云數據存貯功能通過數據交互遠程直接與用戶進行互動,并可以對產品進行遠程升級。
☆ 合理創新的工業設計、高強度機身、一體化結構、無線化銜接
● Z軸機頭部分增加曲面拉伸加強筋,使切削受力大時可以大化的避免結構變形,常規臺鉆設備上面沒有此類結構的設計。
● 控制系統與電氣部分集成化,與機械部分渾然一體,減輕設備整體重量,且操作時可以近距離的接觸到控制面板,減少距離上重復性的工作,降低活動量,檢修或維護時方便簡單。
● Y軸高強度一體化結構,隱形式電機安裝設計,結構合理美觀且實用性強,可以做到電機無塵化防護,也能避免外界原因導致的磕碰,并且維護簡單干凈。
適用范圍:
● 鉆孔、擴孔、鉸孔、通孔、盲孔、深孔、簡易銑等類型的零件加工
● 需要鉆任意坐標孔、圓陣孔、矩陣孔的各種材質零件
● 任何孔加工類的企業或產品如:法蘭、篩板、電機端蓋、鐵板、汽車類配件、水暖連接件等


 首頁
首頁 電話
電話 產品
產品